 Zum Inhalt springen
Zum Inhalt springen
Dickeres Material jetzt auch warm Umformen
All-in-One-Schraubenmaschine
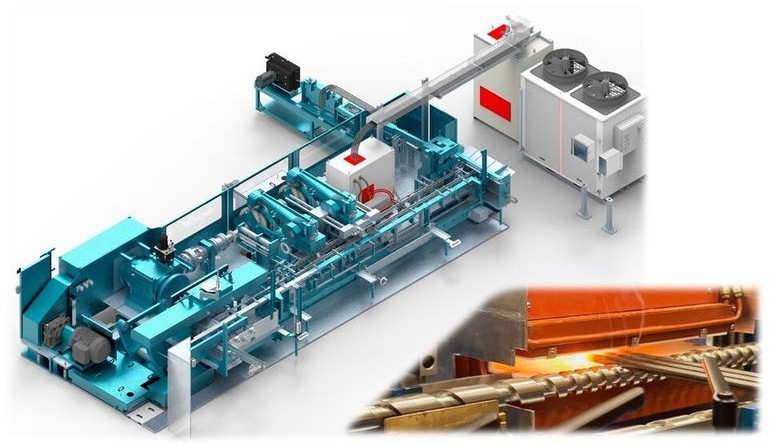
All-in-One-Maschinen vereinen Drahtzuführung vom Coil, Richten und Schneiden, Stauchen des Kopfes und Aufwalzen des Gewindes in einer einzigen Anlage und in einem durchgängigen Prozess. Jetzt hat Amba eine Maschine mit Drahtdurchmesser bis zu 18 mm vorgestellt, die induktive Erwärmung integriert.

Schraubenkopfumformung mit Wärme: In der Induktionsstufe werden die Köpfe der Rohlinge auf über 1.000 °C erwärmt.
Erstmals kommt im Bereich der Schraubenkopfumformung eine induktive Erwärmung zum Einsatz, die die Aachener Maschinenbau (Amba) in seine Maschinen integriert. Die erste Maschine der neuen Serie wird zwischen 160 und 1.500 Millimeter lange Befestigungselemente mit einem Durchmesser von bis zu 18 Millimetern direkt vom Draht herstellen. Da beim Umformen der großvolumigen Köpfe sehr hohe Kräfte aufgebracht werden müssen, geht Amba dabei erstmals vom Kalt- auf das Warmumformen über und integriert ein System für das induktive Erwärmen.
Mit dieser Maschine werden Bolzen mit Vierkantkopf hergestellt, die im Bereich der Energieübertragung eingesetzt werden und in Millionenstückzahlen zum Einsatz kommen. Mit dieser Entwicklung ist es bei einem Kunden gelungen, zwei alte, hintereinander geschaltete Maschinen zu ersetzen. Durch Vermeiden des manuellen Umladens und Verbringen der Teile konnte die Produktivität in der Fertigung dadurch gesteigert werden. Eine komplette Einhausung der Maschine reduziert Geräuschemissionen deutlich und Emulsionsdämpfe können abgesaugt werden. Gleichzeitig bildet sie das Herzstück des Sicherheitskonzepts, sodass die Anlage vollständig CE-konform betrieben werden kann.
Warmumformung und deren Bedeutung
Die Warmumformung erforderte neben dem Beherrschen des eigentlichen Umformens besondere konstruktive Maßnahmen. Die Integration mehrerer Wasserkreisläufe für die Kühlung der Stauchköpfe und der Gewindewalze ist besonders hervorzuheben. Es kommen hier mehrere Luft-Wasser-Wärmetauscher-Systeme zum Einsatz, die aktiv kühlen und sich exakt regeln lassen.
Hinzu kommt, dass die Öl- und Fettdämpfe, die bei der induktiven Erwärmung der Rohlinge entstehen, abgesaugt werden müssen. Dies ist der primäre Grund für die Einhausung der Anlage, nachdem sie beim Kunden installiert ist.
Neuer Ansatz: integrierte Warmumformung
Die neue Serie der Bolzenmaschinen ist dafür ausgelegt, Draht mit einem Durchmesser bis zu 12 Millimeter wie bisher kalt umzuformen und bis zu 18 Millimeter dickes Material warm. Selbst für erfahrene Konstrukteure stellten die Abmessungen anfangs eine Herausforderung dar: Beim Übergang von 10 auf 12 Millimeter entstehen Umformkräfte, die um etwa 40 Prozent über denen des Vorgängermodells BM 10 liegen.
Um diese Kräfte in den Griff zu bekommen, hat Amba die Warmumformung integriert – ein Novum in der Firmengeschichte. Dies brachte eine grundlegende Neuentwicklung jeder einzelnen Station mit sich: Angefangen beim Einschieben des Drahtes mit dem WFS Wire Feeding System über das Richten und Abschneiden der Rohlinge, das Stauchen der Köpfe bis hin zum Walzen des Gewindes. Außerdem müssen die Umformwerkzeuge gekühlt und andere Komponenten vor der intensiven Wärmestrahlung geschützt werden. Auch die Lagerschalen der Transportspindeln müssen gekühlt werden, um Ausdehnungseffekte aufgrund des Wärmeeintrags über die Rohlinge zu minimieren.
Um sicherzugehen, dass die Maschine die geforderte Leistungsfähigkeit erzielt, wurden im Vorfeld umfangreiche numerische Simulationen zum Umformverhalten ausgeführt, die von realen Versuchen bestätigt wurden.
Amba Bolzenmaschine BM 12 mit eine induktiven Einheit zur Erwärmung der Produkte für die Warmumformung.
Die Funktion der Anlage im Detail – vom Draht zum Bolzen
Der Walzdraht wird in einer vom Kunden beigestellten Abwickelanlage vom Coil über ein Vorziehgerät auf den Zieldurchmesser gebracht, in einem rotierenden Drahtrichtsystem vorgerichtet, auf Länge geschnitten und im Transportsystem abgelegt.
Vor der ersten Stauchstufe werden die Enden der Rohlinge auf einer Strecke von 450 Millimetern innerhalb von etwa 13 Sekunden von Raumtemperatur auf über 1.000 Grad Celsius erhitzt. Hierfür wurde ein System für die induktive Erwärmung in die Anlage integriert. Die Temperatur des vorgewärmten Bereichs jedes Werkstücks wird inline von einem Pyrometer geprüft, um sicherzustellen, dass die erforderliche Mindesttemperatur vor dem nächsten Arbeitsschritt erreicht wurde.

In der neuen BM-BiMetall Maschine wird die Spitze aus Kohlenstoffstahl mit dem Edelstahldraht verschweißt.
Das Formen des Schraubenkopfes erfolgt in zwei Stufen. In der ersten Umformeinheit wird ein Ende des Rohlings zu einem Vorvolumen geformt, in der zweiten entsteht der fertige Vierkantkopf. Hierbei arbeiten die Stauchköpfe mit einer Kraft von bis zu 100 Tonnen.
Die neu entwickelte Gewindewalzstation ist für mehr als 400 Millimeter lange, vom Kunden beigestellte Gewindewalzwerkzeuge nach Industriestandard ausgelegt. Das AmbaWerkzeugkonzept erlaubt das synchrone Walzen des Gewindes sowie das Formwalzen einer großen Fase an der Bolzenspitze und ist kompatibel mit gängigen Standardwalzbacken, wodurch eine Integration ohne Individuallösungen möglich ist. Die fertigen Bolzen verlassen die Anlage über ein Kettenförderband.

Ein fertiger Schraubenkopf nach der Umformung.
Kompakter Antrieb mit viel Kraft
Der neue Kompaktpressenantrieb ist speziell für die Anlage ausgelegt. Die Auslegungsparameter sind dabei neben der erforderlichen Antriebsleistung bei maximaler Produktionsgeschwindigkeit auch ein möglichst hohes Arbeitsvermögen bei guter Regulierbarkeit im Einrichtbetrieb. Trotz einer Reduzierung der Außenmaße um über 50 Prozent ist der Antrieb durch die hohen Schwungraddrehzahlen deutlich leistungsfähiger und stellt der Maschine Kraftreserven zur Verfügung. Zusätzlich wurde die BM 12 mit einer in die Hauptwelle integrierten, mechanischen Überlastkupplung ausgerüstet, die im Falle von einem Überlastfall Schäden an der Antriebseinheit verhindert.
Darüber hinaus verfügt die Anlage über eine optionale Prozessüberwachung sowie die Möglichkeit der Fernwartung. Die Prozessüberwachung ist Teil einer vom Kunden wählbaren Konfiguration und detektiert Trendverhalten im Prozess. Bei Anzeichen von beispielsweise Werkzeugverschleiß wird die Maschine automatisch gestoppt, um Maschinenschäden zu vermeiden und die Produktion von Ausschuss zu verhindern.
* Michael Köhlbach ist Produktmanager bei der Aachener Maschinenbau GmbH (Amba)