 Skip to content
Skip to content
Screw making machines
Screw production in a single step – precise, efficient, and up to 2,000 mm in length. Using cold or hot forming.
- Hot forming
Screw making machine: hot forming
80 mm to over 2,000 mm in length
- Cold forming
Screw making machine: cold forming
All process steps in a single machine
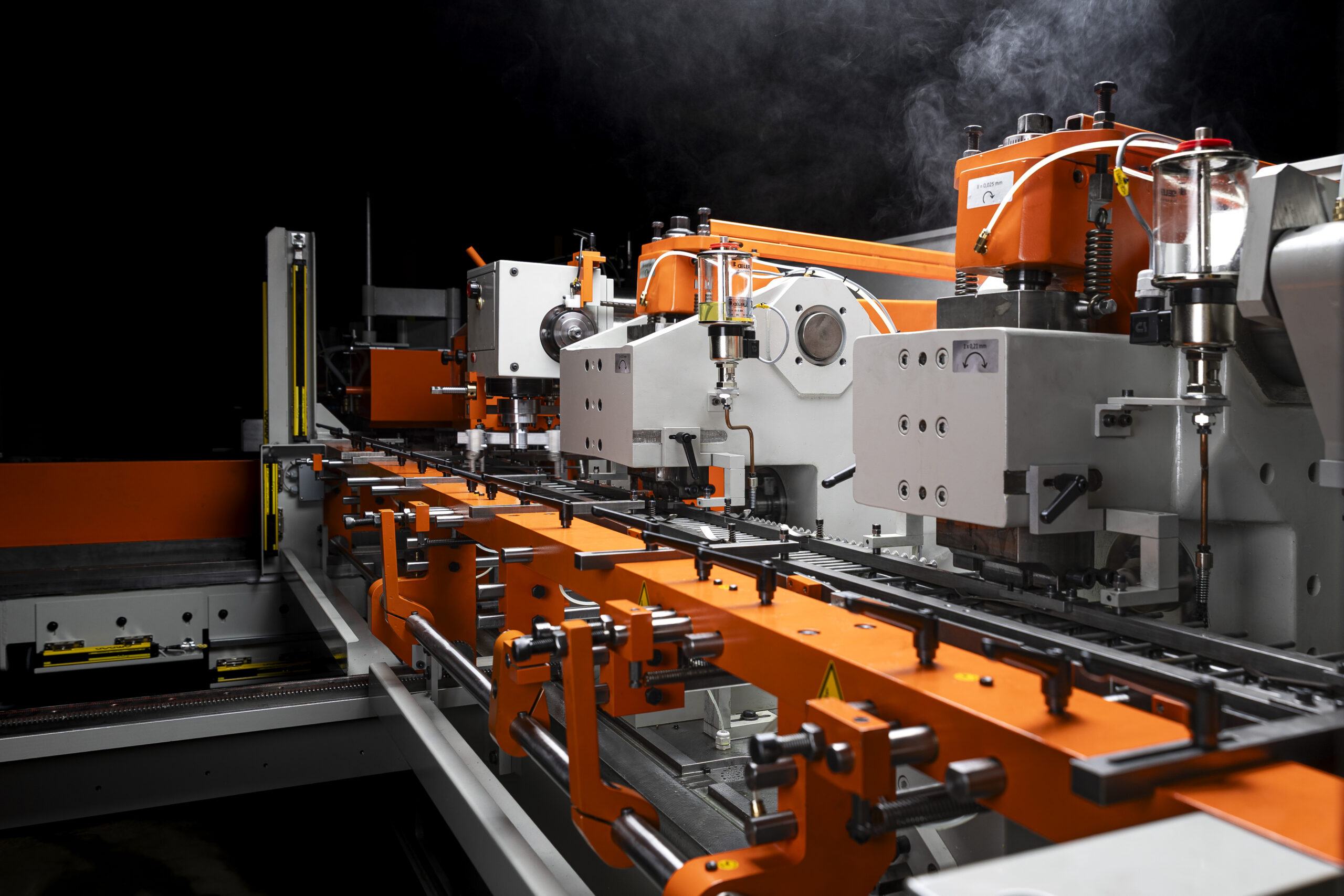
Our screw making machines combine all manufacturing steps in a single unit: from cutting the wire, pre- and final heading, pointing, thread rolling and milling, to the organized stacking of the finished parts. The length of the screws is limited only by the deflection of the wire.
With its exceptional in-house manufacturing capabilities, AMBA stands for quality, innovation, and maximum flexibility in meeting customer specific requirements.
- Advantages
The multi-talent among screw making machines
3 times faster
Over 300 pcs/min – three times faster than conventional machines on the market thanks to consistent cold forming.
The principle
All-in-one: All process steps in a single machine – no handling, no intermediate storage.
Up to 2,000 mm
The only manufacturer worldwide of all-in-one machines for screws over 2 meters in length.
- Core competence
Cold forming instead of machining
In cold forming, materials such as steel or stainless steel are plastically deformed without removing material and without prior heating. This allows a finished screw to be produced from wire in a continuous process without chip formation, without material loss, and with high strength.
“The throughput in cold forming is significantly higher than in machining, because the parts no longer have to be fed, clamped, and ejected individually. This turns a discontinuous production process into an almost continuous one, with enormous gains in productivity.”

- Technical Highlights
Principles & Innovations
Rotary straightening unit
In-house developed straightening unit with an oscillating straightening vane. It is gentle and precise for perfect threads.
Servo wire feed
Servo motor controlled feed ensures ±0.15 mm tolerance without re-cutting and without material loss.
Horizontal spindle transport
Flexible transport of parts with or without a head to all stations, pan heads of up to 25 mm.
- Machine Types
An overview of our solutions
Screw blanks
All production steps, from cutting and heading to the discharge of the headed blanks. For screws 80–750 mm in length, up to 350 pcs/min.
Read more
All-in-one machines combine wire feeding from the coil, straightening and cutting, upsetting the head and rolling the thread in a single system and in one continuous process. AMBA has now introduced a machine with wire diameters of up to 18 mm / 0.71 inches that integrates inductive heating.
- Horizontal AMBA transport system – pan heads up to 25 mm during continuous operation.
Screws
Unique worldwide: screw production in a single step for lengths of over 2,000 mm. Modular concept with spindle transport system.
Read more
The rolled wire is fed from the coil via a drawing unit to the target diameter, pre-straightened in a rotating wire straightening system, cut to length and placed in the transport system.
The screw head is formed in two stages: first a preform volume is created, then the finished square head is produced. The upsetting heads operate with forces of up to 100 tons.
- Maximum flexibility – precise and repeatable production of complex head shapes and special screws.

Hot forming and bi-metal solutions
Inductive heating up to 1,000 °C. Bolts with square heads and threaded bolts up to M24, lengths 200–1,000 mm. Up to 100 bi-metal screws per minute.
Read more
Since very high forces are required when forming large-volume heads, AMBA is transitioning from cold to hot forming for the first time and integrating a system for inductive heating.
- Drill tip made of hardened steel + stainless steel shank – for roofing, facade construction, and the solar industry.

Straightening machine RIM
With the RIM straightening unit, AMBA offers a solution for straightening hardened bolts with full or partial threads up to 1,000 mm in length – a capability unique worldwide.
The system processes up to 40 screws per minute and can be equipped with a trough conveyor belt that precisely portions and buffers the finished precision parts.
Read more
- Feeding of the screws via magazine and step conveyor
- Transport by means of a proven spindle system
- Axial distance between spindles continuously adjustable
- Adaptable to any product length
- Proven spindle system – axial spacing infinitely adjustable, adaptable to any product length.

- The Concept
Machine, processes & result
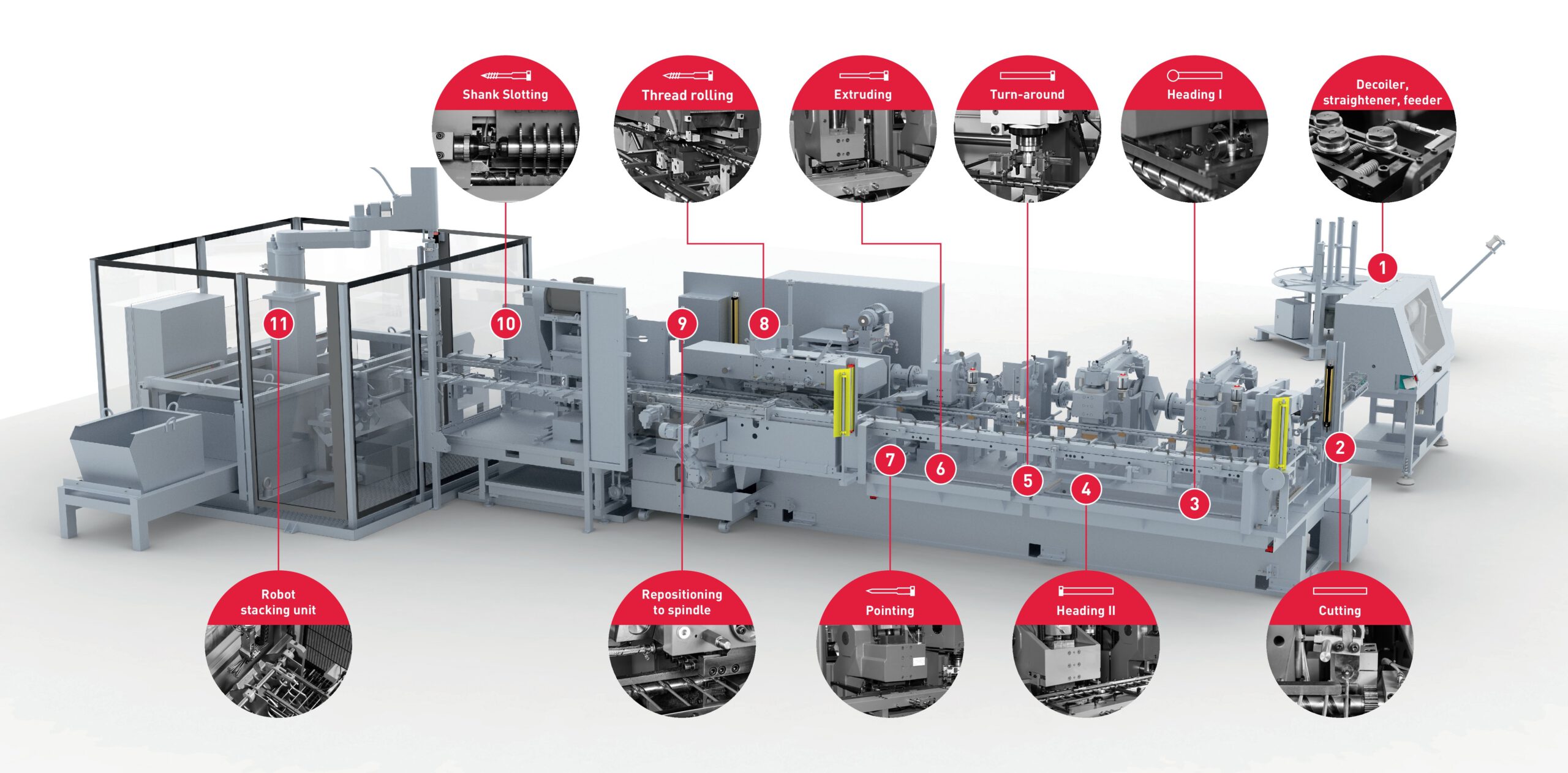
- Production Process
11 Steps – One machine
01
Wire uncoiling & straightening
Driven wire decoiler with speed control and rotating straightening unit for perfectly straightened wire.
02
Cutting
Precise cutting with length tolerances of ±0.15 mm, without re-cutting and without material loss, for wire diameters up to 18 mm.
03
Pre-heading
Pre-heading and cold forming of the screw head, punching of hexagon heads in two steps, also pan-shaped, cylinder-shaped, and other special heads.
04
Final heading & reducing
Final heading with spring loaded tools. Reducing lengths up to 100 mm and more.
05
Rotating unit
Headed parts are rotated 180 degrees for further processing steps.
06
Reducing
Reducing lengths up to 100 mm and more.
07
Pointing
Tip pinching with up to 100 t pressing force in solid steel.
08
Thread rolling
Thread rolling with roll dies up to TR 7 (width up to 220 mm).
09
Placement in transport spindle
Automatic, sorted placement of finished screws, ready for packing or further processing.
10
Milling
Optional: milling as an inline process.
11
Robot stacking unit
Automatic placing finished screws into containers.
- Technical Data
Detailed Specifications
Wire diameter
up to 20 mm
Shaft length
up to 2,000 mm
Output
up to 350 pcs/min
Accuracy
±0.05 mm
Drive
mechanically coupled
Control
PLC with HMI touch panel
Materials
steel, stainless steel, titanium
Surface finish
Ra < 0.8 µm
Tool change
< 20 min
- Technical Data
Frequently Asked Questions
What is the working principle of a screw making machine?
The machine combines various processing steps into a single system – from the blank to forming the screw head and rolling the thread. Precisely coordinated, modular tools ensure controlled forming of the wire with significantly reduced unit costs and consistent quality.
What advantages does the machine offer in production?
The system replaces several individual machines, reduces space requirements, lowers logistics effort, and increases output and process reliability. Thanks to the shared drive of all stations, energy efficiency is also significantly improved.
What dies are used for thread forming?
Flat dies are used for thread rolling. Depending on the type, rolling dies up to TR8 and thread lengths of up to 600 mm are possible. In combination with the horizontal transport concept, significantly higher production volumes are achieved.
What is cold forming and why is it superior?
In cold forming, materials are plastically deformed without material removal and without heating. Throughput is significantly higher than in machining because parts do not need to be individually fed, clamped, and ejected. It is a nearly continuous process.
Interested in our screw making machines?
Whether standard or special screws, each machine is individually tailored to your products. Contact us for a personal consultation.