 Skip to content
Skip to content
Thicker material can now also be formed hot – screw making machine
All-in-One screw making machine
All-in-One Screw making machines combine wire feeding from the coil, straightening and cutting, head upsetting, and thread rolling in a single system and in a continuous process. Amba has now introduced a screw machine for wire diameters up to 18 mm, which integrates inductive heating.

Screw Head Forming with Heat: In the induction stage, the blank heads are heated to over 1,000 °C.
For the first time in screw head forming, inductive heating is being used, integrated by Aachener Maschinenbau (Amba) into its machines. The first machine in the new series will produce fasteners between 160 and 1,500 millimeters in length with diameters up to 18 millimeters directly from wire. Since forming large-volume heads requires very high forces, Amba is moving from cold forming to hot forming and has integrated a system for inductive heating.
This machine produces square-head bolts used in energy transmission applications and manufactured in millions. With this development, a customer was able to replace two older, sequential machines. By avoiding manual reloading and part transfer, productivity in production was increased. A full enclosure of the machine significantly reduces noise emissions, and coolant fumes can be extracted. At the same time, it forms the core of the safety concept, allowing the system to operate fully CE-compliant.
Hot Forming and Its Importance
Hot forming required, besides mastering the forming itself, special structural measures. The integration of multiple water circuits for cooling the upset heads and thread rolling die is particularly noteworthy. Several air-water heat exchanger systems are used, which actively cool and can be precisely controlled.
Additionally, oil and grease fumes produced during the inductive heating of blanks must be extracted. This is the primary reason for the enclosure of the system after installation at the customer site.
New Approach: Integrated Hot Forming
The new series of bolt machines is designed to cold-form wire up to 12 mm as before and to hot-form material up to 18 mm thick. Even for experienced designers, the dimensions initially posed a challenge: When moving from 10 to 12 mm, forming forces increase by approximately 40% compared to the previous BM 10 model.
To manage these forces, Amba integrated hot forming—a first in the company’s history. This required a fundamental redesign of each station: from inserting the wire with the WFS Wire Feeding System, straightening and cutting the blanks, upsetting the heads, to rolling the threads. Forming tools also need cooling, and other components must be protected from intense radiant heat. The bearing shells of the transport spindles must also be cooled to minimize expansion effects due to the heat input through the blanks.
Extensive numerical simulations of the forming behavior were conducted beforehand to ensure the machine achieves the required performance, which were confirmed by real-world trials.
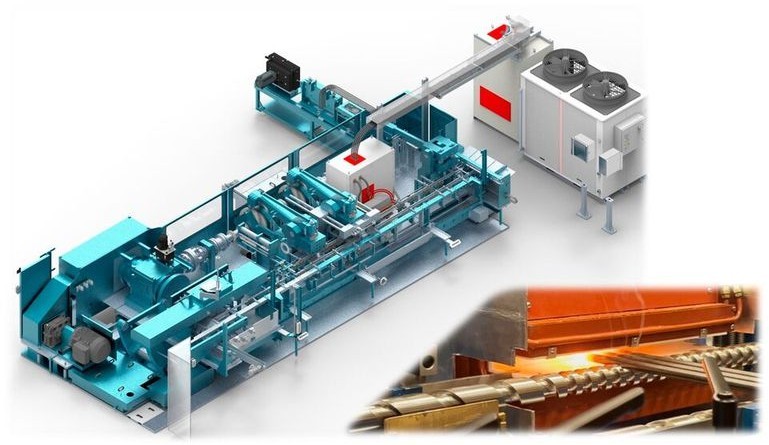
Amba Bolt Machine BM 12 with an Inductive Unit for Heating Products for Hot Forming
Machine Function in Detail – From Wire to Bolt
The wire is fed from a coil using a customer-provided uncoiling system, brought to the target diameter via a drawing device, pre-straightened in a rotating straightening system, cut to length, and placed in the transport system.
Before the first upsetting stage, the blank ends are heated over a distance of 450 millimeters from room temperature to over 1,000 °C within about 13 seconds. An inductive heating system is integrated for this purpose. The temperature of each preheated blank is checked inline with a pyrometer to ensure the required minimum temperature is reached before the next step.

In the new BM BiMetal machine, the tip is welded from carbon steel to stainless steel wire.
The screw head forming occurs in two stages. In the first forming unit, one end of the blank is shaped into a preliminary volume; in the second, the finished square head is formed. The upset heads operate with forces up to 100 tons.
The newly developed thread rolling station is designed for thread rolling tools provided by the customer, over 400 millimeters long, according to industry standards. The Amba tool concept allows synchronous thread rolling and forming a large chamfer at the bolt tip and is compatible with common standard roll dies, enabling integration without custom solutions. Finished bolts exit the machine via a chain conveyor.

A Finished Screw Head After Forming
Compact Drive with High Power
The new compact press drive is specially designed for the system. Parameters include required drive power at maximum production speed and high operational capability with good controllability during setup. Despite a reduction in overall dimensions by over 50%, the drive is significantly more powerful due to high flywheel speeds and provides reserve power to the machine. The BM 12 also includes an optional mechanical overload clutch integrated into the main shaft to prevent damage in case of overload.
Additionally, the system offers optional process monitoring and remote maintenance. Process monitoring is part of a customer-selectable configuration and detects trends in the process. If, for example, tool wear is detected, the machine stops automatically to prevent damage and scrap production.
Michael Köhlbach is Product Manager at Aachener Maschinenbau GmbH (Amba)